 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


مصنوعات
- بڑے گھریلو آلات کا سانچہ
- چھوٹے گھریلو آلات کا سانچہ
- پلاسٹک کے گھریلو حصوں کا سانچہ
- پلاسٹک کے طبی آلات کا سانچہ
- پلاسٹک آفس کی سہولیات مولڈ
- پلاسٹک آٹوموٹو پارٹس مولڈ
- پلاسٹک موٹر سائیکل پارٹس مولڈ
- پالتو جانوروں کی مصنوعات کا سانچہ
- کرسی پلاسٹک سڑنا
- پلاسٹک انڈسٹریل پارٹس مولڈ
- پلاسٹک کریٹ انجکشن مولڈ
- پلاسٹک کڈ پروڈکٹس مولڈ
- پلاسٹک کی پتلی دیوار کا سانچہ
- پیئٹی پریفارم اور کیپ مولڈ
- پلاسٹک پائپ فٹنگ سڑنا
- پلاسٹک کی مصنوعات
- دیگر سانچوں







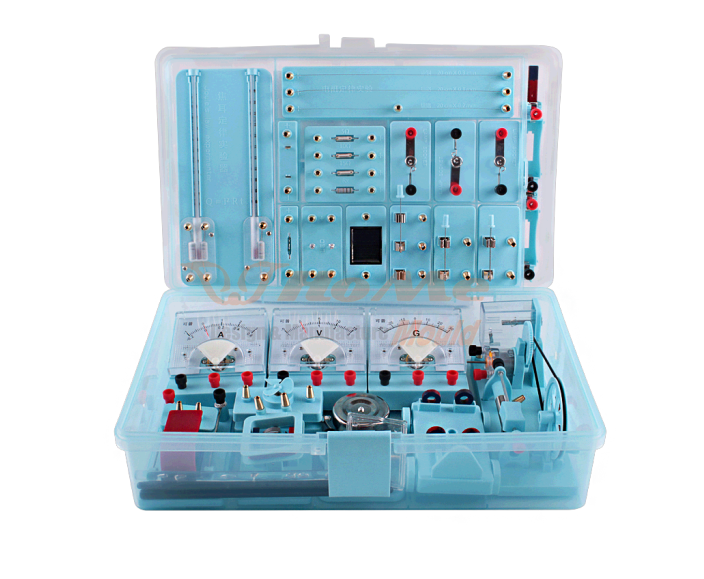
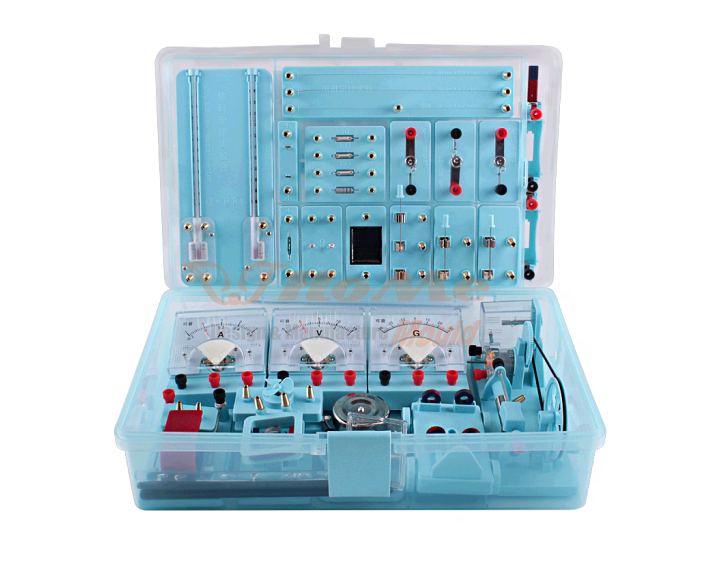
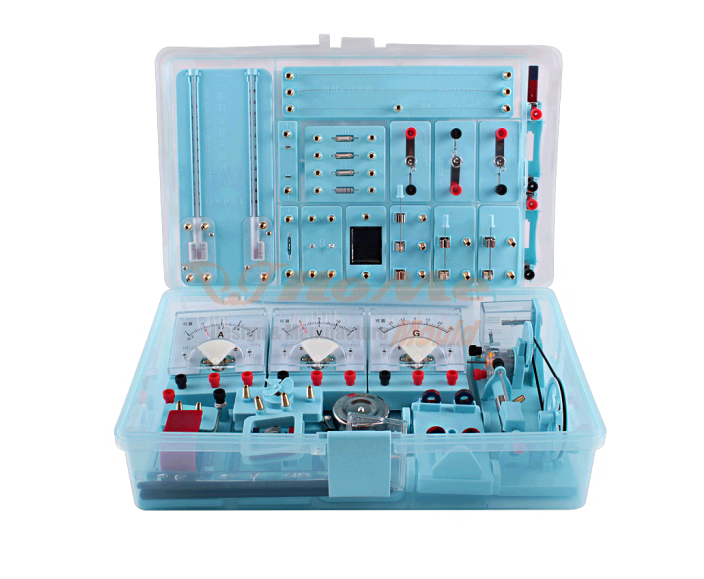
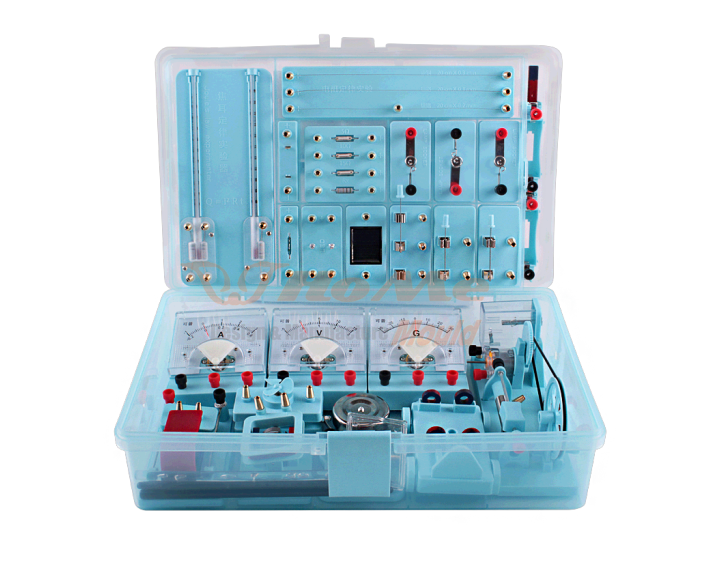
پلاسٹک کے بچے مطالعہ کے لیے استعمال کا باکس
پیشہ ورانہ تیاری کے طور پر، ہم آپ کو اعلی معیار کے پلاسٹک بچوں کے مطالعہ کے استعمال کے باکس فراہم کرنا چاہتے ہیں. اور ہم آپ کو فروخت کے بعد بہترین سروس اور بروقت ڈیلیوری پیش کریں گے۔ ہم ایک پیشہ ور چائنا پلاسٹک چلڈرن اسٹڈی یوز باکس بنانے والے ہیں، اگر آپ مزید جاننا چاہتے ہیں تو آپ ہم سے رابطہ کر سکتے ہیں۔
ہانگمی پلاسٹک انجیکشن مولڈ فیکٹری ہیں، اور ہم ہر قسم کے باکس تیار کر سکتے ہیں، جیسے انڈسٹری ٹول باکس، فشینگ باکس، فرسٹ ایڈ باکس، کولنگ باکس اور دیگر گھریلو باکس۔
ہانگمی پلاسٹک انجیکشن مولڈ فیکٹری ہیں، اور ہم ہر قسم کے باکس تیار کر سکتے ہیں، جیسے انڈسٹری ٹول باکس، فشینگ باکس، فرسٹ ایڈ باکس، کولنگ باکس اور دیگر گھریلو باکس۔
انکوائری بھیجیں۔
مصنوعات کی وضاحت
پیشہ ورانہ تیاری کے طور پر، ہم آپ کو اعلی معیار کے پلاسٹک بچوں کے مطالعہ کے استعمال کے باکس فراہم کرنا چاہتے ہیں. اور ہم آپ کو فروخت کے بعد بہترین سروس اور بروقت ڈیلیوری پیش کریں گے۔
پلاسٹک کے بچے مطالعہ کرتے ہیں باکس مولڈ کی تفصیل
مولڈ اسٹیل: H13
حصہ کا سائز: 330*330*390mm
مولڈ سائز: 660*660*580mm
انجیکشن سسٹم: انجیکشن پن
رنر: کولڈ رنر
انجکشن کا وقت: 30s
پولش: دانے دار چمڑا
ڈلیوری وقت: 40 دن
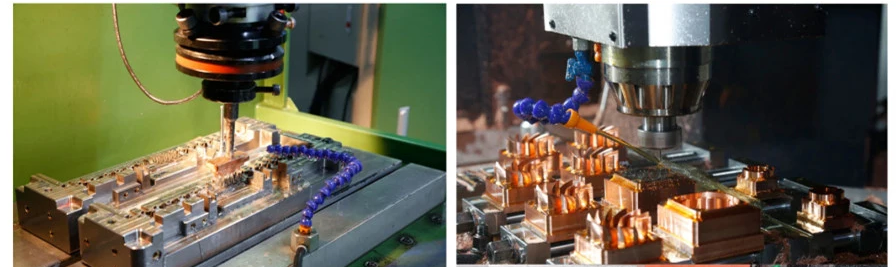
بچوں کے مطالعہ کے لیے پلاسٹک کا استعمال خانہ کیسے بنایا جائے۔
سب سے پہلے، سٹیل کے مواد کو مولڈ گہا اور مولڈ کور گہا کے حصے کے لیے منتخب کیا جانا چاہیے۔ اس کے علاوہ، اعلی سختی کے سٹیل مواد کو مولڈ بیس کے طور پر استعمال کیا جانا چاہئے، اور پھر مناسب سڑنا معیاری حصوں کو منتخب کیا جانا چاہئے. اچھے پلاسٹک میٹریل فلنگ سسٹم کے لیے خاص ہاٹ رنر سسٹم کی مدد کی ضرورت ہوتی ہے۔ مولڈنگ اور بہترین کولنگ سسٹم کو یقینی بنانا
اچھا مولڈ ڈھانچہ ڈیزائن ایک کوالیفائیڈ مولڈ مینوفیکچرنگ کی بنیاد ہے۔ کمپنی کے مولڈ ڈیزائنرز اور اسٹائلسٹ کے پاس 13 سال سے زیادہ کا پیشہ ورانہ مولڈ ڈیزائن اور مینوفیکچرنگ کا تجربہ ہے، اور وہ مولڈ کی ساخت اور مصنوعات کی ساخت کے تمام پہلوؤں کا تجزیہ کر سکتے ہیں (بشمول: مولڈ فلو تجزیہ)۔ ، مولڈ ریلیز ڈھلوان، پروڈکٹ کی سطح کا مائیکروکسم، کاسٹنگ سسٹم ڈیزائن، ایگزاسٹ سسٹم ڈیزائن، کولنگ سسٹم ڈیزائن وغیرہ۔

مولڈ ٹیسٹنگ کے اہم اقدامات
1. چیک کریں کہ آیا بیرل میں پلاسٹک کا مواد درست ہے اور ضرورت کے مطابق بیک کریں۔
2. خراب گلو یا مکسچر کو مولڈ میں داخل ہونے سے روکنے کے لیے میٹریل ٹیوب کو اچھی طرح سے صاف کیا جانا چاہیے، کیونکہ خراب گلو اور مکسچر سڑنا کو روک دے گا۔ میٹریل ٹیوب اور مولڈ کا درجہ حرارت چیک کریں کہ آیا یہ مواد کے لیے موزوں ہے یا نہیں۔
3، ایک تسلی بخش مصنوعات کی ظاہری شکل پیدا کرنے کے لئے دباؤ اور انجکشن کو ایڈجسٹ کریں، لیکن فلیش نہیں چل سکتا، خاص طور پر گہا اور کچھ تیار شدہ مصنوعات مکمل طور پر منجمد نہیں ہیں، ایڈجسٹمنٹ سے پہلے مختلف قسم کے کنٹرول کے حالات پر غور کرنا چاہئے، کیونکہ سڑنا بھرنا شرح ایک چھوٹی سی تبدیلی، بڑی تبدیلی کی قیادت کریں گے.
4. مشین اور مولڈ کے مستحکم حالت میں ہونے کا صبر سے انتظار کرنے میں 30 منٹ سے زیادہ وقت لگ سکتا ہے، یہاں تک کہ درمیانے درجے کی مشینوں کے لیے بھی۔ اس وقت کو یہ دیکھنے کے لیے استعمال کریں کہ حتمی پروڈکٹ میں کیا غلط ہو سکتا ہے۔
5. سکرو کا ایڈوانسمنٹ ٹائم گیٹ پر پلاسٹک کے ٹھوس ہونے کے وقت سے کم نہیں ہونا چاہیے، ورنہ تیار شدہ پروڈکٹ کا وزن کم ہو جائے گا اور تیار شدہ پروڈکٹ کی کارکردگی تباہ ہو جائے گی۔ جب مولڈ کو گرم کیا جاتا ہے، تو تیار شدہ پروڈکٹ کو کمپریس کرنے کے لیے سکرو کی ترقی کا وقت بڑھا دیا جاتا ہے۔

6. پورے پروسیسنگ سائیکل کو معقول طور پر ایڈجسٹ اور کم کریں۔
7. نئی مستحکم حالت میں کم از کم 30 منٹ لگتے ہیں اور پھر مسلسل کم از کم 12 مکمل شکل کی مصنوعات تیار کرتی ہیں، زیادہ سے زیادہ تاریخ، مقدار اور انفرادی پوزیشن پر، گہا کے مطابق، معائنہ کے عمل کا استحکام اور مناسب کنٹرول رواداری سے باہر نکلیں
8. مسلسل نمونے کے اہم جہتوں کی پیمائش اور ریکارڈ کریں (کمرے کے درجہ حرارت پر ٹھنڈا ہونے کے بعد)۔
انجکشن مولڈنگ کی ناکامی سے کیسے بچیں؟
مولڈ فیل ہونے کی پانچ بنیادی شکلوں میں سے، گرم اور ٹھنڈے سانچوں کے درمیان درجہ حرارت کے بڑے فرق کے ساتھ گرم کام والے سانچوں پر تھرمل تھکاوٹ کی ناکامی کا امکان زیادہ ہوتا ہے، جبکہ دیگر چار مختلف شکلیں تمام قسم کے سانچوں پر ظاہر ہو سکتی ہیں۔ ناکامی کی مختلف شکلوں اور تعاملات کے درمیان سہولت کاری کے درمیان اکثر قریبی روابط ہوتے ہیں۔
پہننے کی وجہ سے پیدا ہونے والے کچھ نالیوں کے نشان اکثر مختلف مظاہر کا شکار ہوتے ہیں جیسے تھکاوٹ کی دراڑیں اور تھرمل تھکاوٹ کی دراڑیں، اور اگر کچھ گہری اور تیز نالییں خود ہوں، تو وہ ایک بار کے فریکچر کا کریکنگ پوائنٹ بن سکتے ہیں۔ تھکاوٹ کی دراڑیں اور تھرمل تھکاوٹ کی دراڑیں حصے کی سطح پر ظاہر ہونے کے بعد، سطح کا معیار سنگین طور پر خراب ہو جائے گا، اور پہننے کا رجحان تیز ہو جائے گا۔ شگاف کی نوک مختلف تناؤ کے ارتکاز کا سبب بنے گی اور فریکچر کا ایک عام ذریعہ بن جائے گی۔
اگرچہ مولڈ کا پہننا سڑنا کے اہم حصوں کی ناکامی کا باعث بنے گا، عام عام کام کرنے والے حالات میں، سڑنا پہننے کے ناکام ہونے سے پہلے طویل عرصے تک مستحکم اور مؤثر طریقے سے کام کر سکتا ہے۔ درحقیقت، ہم جن سانچوں کے بارے میں بات کرتے ہیں ان کی موثر زندگی کا تعین زیادہ تر پہننے کی ناکامی سے ہوتا ہے۔ ان سانچوں کے لیے، پلاسٹک کے سانچوں کے پہننے کی ناکامی سے مراد ان کی کارکردگی کا معمول کا نقصان ہے، اور پہننے کی موثر زندگی مولڈ کی متوقع زندگی کا تعین کرنے کی بنیاد ہے۔
کچھ ہیوی ڈیوٹی سانچوں کی موثر زندگی جیسے کولڈ ایکسٹروژن مولڈز بنیادی طور پر تھکاوٹ کی ناکامی سے طے ہوتے ہیں۔ سردی اور گرمی کے درمیان بڑے درجہ حرارت کے فرق کے ساتھ کچھ سانچوں کی موثر زندگی، جیسے ڈائی کاسٹنگ مولڈ، بنیادی طور پر تھرمل تھکاوٹ کی ناکامی سے طے ہوتی ہے۔ تھکاوٹ اور تھرمل تھکاوٹ کی ناکامی سے پہلے سانچوں کی عام طور پر ایک طویل موثر زندگی ہوتی ہے، لیکن ہم پھر بھی انہیں معمول کے مطابق مولڈ کی ابتدائی ناکامی سمجھتے ہیں۔ اگر سڑنا کے معیار کے ساتھ کوئی مسئلہ ہے، یا اگر مولڈ کو ڈیبگ کیا گیا ہے یا غلط طریقے سے استعمال کیا گیا ہے تو، پلاسٹک کی خرابی اور مصنوعات کی ناکامی سڑنا کے استعمال کے مختلف مراحل میں ہوسکتی ہے، اور ایک بار ایسا ہونے کے بعد، اس کے نتائج مہلک ہوسکتے ہیں۔ سڑنا وہ سڑنا کی تشکیل کے ابتدائی مراحل میں ناکامی کی اہم شکل بھی ہیں۔
انجیکشن مولڈنگ کے سانچوں کی زندگی کو کیسے یقینی اور بہتر بنایا جائے، ایک طرف، مولڈ کے اہم حصوں کی پہننے کی مزاحمت کو ہر ممکن حد تک یقینی بنانے اور بہتر بنانے کے مختلف طریقوں سے، تاکہ مولڈ کو پہننے سے روکنے اور کم کرنے کے لیے کافی سختی ہو۔ زندگی، دوسری طرف سڑنا کے مختلف حصوں کی جلد ناکامی کو روکنے کے لیے مختلف اقدامات کیے جانے چاہئیں، اور اس بات کو یقینی بنانے کے لیے کہ سڑنا موثر سروس لائف کے دوران محفوظ اور مستحکم طریقے سے کام کر سکے۔
مولڈ سیونگ اینڈ۔ پالش کرنا
مولڈ سیونگ پالشنگ مولڈ کور اور مولڈ کور کی سطح کو کھرچنے والے مواد جیسے آئل اسٹون، سینڈ پیپر وغیرہ سے پیسنے کا عمل ہے۔ مقصد مولڈ کی ابتدائی پروسیسنگ کے فائر پیٹرن اور چاقو کی لکیروں کو ہٹانا ہے، اور پلاسٹک کی مصنوعات کو انجیکشن کے دوران ڈیمولڈ کرنا آسان ہے اور مولڈ کور کی سطح کو پلاسٹک کی مصنوعات کی مطلوبہ ہمواری تک پہنچانا ہے۔
مولڈ سیونگ پالش کو صنعت میں عام طور پر وسیع اور تنگ حواس میں تقسیم کیا جاتا ہے۔
تنگ احساس عام طور پر استعمال ہونے والے کھرچنے والے مواد سے مراد ہے سینڈ پیپر اور وہیٹ اسٹون۔ مولڈ کی پالش شدہ سطح عام طور پر ہموار ہوتی ہے، اور یہ اونچی ختم اور آئینے کی سطح نہیں ہوگی، جو مولڈ کو بچانے والی پالش کرنے کے عمل کا ابتدائی پیسنے کا عمل ہے۔ پیسنے سے حاصل ہونے والی ہمواری کو کم سے اعلی میں تقسیم کیا گیا ہے: B3.B2.B1، متعلقہ سینڈ پیپر نمبر ہے: 400, 800, 1200۔
مولڈ سیونگ پالش کو عام کرنے میں عام طور پر مولڈ پالش کرنے کا طریقہ کار بھی شامل ہوتا ہے۔
مولڈ پالش کرنے کے لیے استعمال ہونے والے کھرچنے والے مواد عام طور پر ہوتے ہیں: اون وہیل، فیلٹ شیٹ، فوائل پیپر، ڈائمنڈ گرائنڈنگ پیسٹ۔ استعمال شدہ مولڈ پالش کرنے والا سامان عام طور پر نیومیٹک یا الیکٹرک الٹراسونک مولڈ پالش کرنے والی مشین ہے۔ مولڈ پالش کے ذریعے پہنچی ہوئی سطح آئینے کی سطح ہے، اور مولڈ پالش کرنے کے عمل کو آئینہ پالش بھی کہا جاتا ہے۔
سڑنا کی طرف سے پالش آئینے کی سطح کو A2/A1/A0 میں کم سے اونچائی تک تقسیم کیا گیا ہے۔ ختم گریڈ کے مطابق مصنوعات عام طور پر ہیں:
A2: روایتی گھریلو آلات جیسے ہیئر ڈرائر،
A1: ہائی گلوس موبائل فون شیل، کار لیمپ مولڈ
A0: ایپل موبائل فون کے لوازمات جیسے چارجرز، شفاف لینس
ہانگ می نے کون سا مولڈ بنایا؟
چیئر مولڈ: بشمول عام پی پی کرسی، پی سی کرسی، رتن کرسی، بیچ کرسی کے ساتھ، کرسی کے ساتھ/بغیر ہاتھ، بس کرسی وغیرہ۔ ہم مولڈ بنانے کے دوران گیس اسسٹنس ٹیکنالوجی کو کنٹرول کر سکتے ہیں۔ ہم کرسی اسٹیکنگ کے مسئلے کو حل کرنے میں کسٹمر کی مدد کرتے ہیں۔ ہم انجیکشن مشین پر داخل کرنے کو تبدیل کرنے کا احساس کرنے کا حل تلاش کرسکتے ہیں۔
ٹیبل مولڈ: ڈیزائن کے دوران، ہم انجیکشن کے بعد اخترتی سے بچنے کے لیے اینٹی ڈیفارمیشن ڈھانچہ بنانے پر غور کریں گے۔
باسکٹ مولڈ: ہمارے پاس پلاسٹک کی ٹوکری کے مولڈ کے لیے ایک سیٹ پختہ ٹیکنالوجی ہے، جس میں پھلوں کی ٹوکری کا مولڈ، سبزیوں کی ٹوکری کا مولڈ، شاپنگ باسکٹ مولڈ، لانڈری باسکٹ مولڈ، ڈرین ٹوکری مولڈ، پھلوں کی ٹوکریاں فولڈنگ، ہاتھ سے پکڑے ہوئے پلاسٹک کی ٹوکری مولڈ وغیرہ شامل ہیں۔
سٹوریج کنٹینر مولڈ: سنگل کنٹینر مولڈ، اسٹوریج لاکرز کا مکمل سیٹ، شفاف کنٹینر مولڈ، پتلی وال کنٹینر مولڈ۔
کچن ویئر مولڈ: کٹلری مولڈ، ڈش ریک مولڈ، پلاسٹک کٹنگ بورڈ مولڈ، پلاسٹک سبزیوں کی ٹوکری مولڈ، ڈرین اور باسکٹ مولڈ، واٹر سپون مولڈ، پلاسٹک ساسرز مولڈ، بیسن مولڈ، آئس لیٹیس مولڈ، دی پیلر مولڈ، بوتل اوپنر مولڈ اور اسی طرح.
ہوم اپلائنس مولڈ: بشمول ایئر کنڈیشن مولڈ، ٹی وی سیٹ مولڈ، واشنگ مشین مولڈ، ہینڈ ڈرائر مولڈ، فین مولڈ، بیٹری کور مولڈ وغیرہ۔
آٹو پارٹ مولڈ: آٹو بمپر مولڈ، آٹو گرل مولڈ، آٹو انٹیرئیر مولڈ، آٹو لیمپ مولڈ، آٹو ڈور مولڈ وغیرہ۔
پلاسٹک مولڈ میں چھوٹے اور بڑے مولڈ، سادہ ڈھانچہ اور پیچیدہ ڈھانچہ مولڈ، سنگل پارٹ مولڈ اور اسمبلی پارٹ مولڈ، غیر شفاف حصہ اور شفاف پارٹ مولڈ شامل ہیں، ہم گاہکوں کو جیت حاصل کرنے کے لیے مولڈ کا معقول اور پیشہ ورانہ حل فراہم کر سکتے ہیں۔
نیز ہانگمی مولڈ ایلومینیم ڈائی کاسٹنگ مولڈ، SMC/BMC مولڈ وغیرہ بنا سکتا ہے۔
مجھ سے رابطہ کرو
ہاٹ ٹیگز: پلاسٹک کے بچے مطالعہ کرتے ہیں باکس، چین، اپنی مرضی کے مطابق، معیار، فیشن، نیا انداز، گرم فروخت، مقبول، سستا، خرید، تازہ ترین فروخت، تھوک، تازہ ترین، کم قیمت، فیکٹری، چین میں بنایا گیا، قیمت، مینوفیکچررز، سپلائرز، OEM، ODM، وقت کی ترسیل پر، مفت نمونہ
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی